在智能化、自动化设备主导的现代车间里,却有一道关键工艺的精髓始终难以被机器替代——那便是人工刮研(又称人工铲花)。当数控机床的加工精度已达微米级,为何高精度机床的生产中,仍依赖手持刮刀反复打磨?
01 从传统工艺赋能现代制造
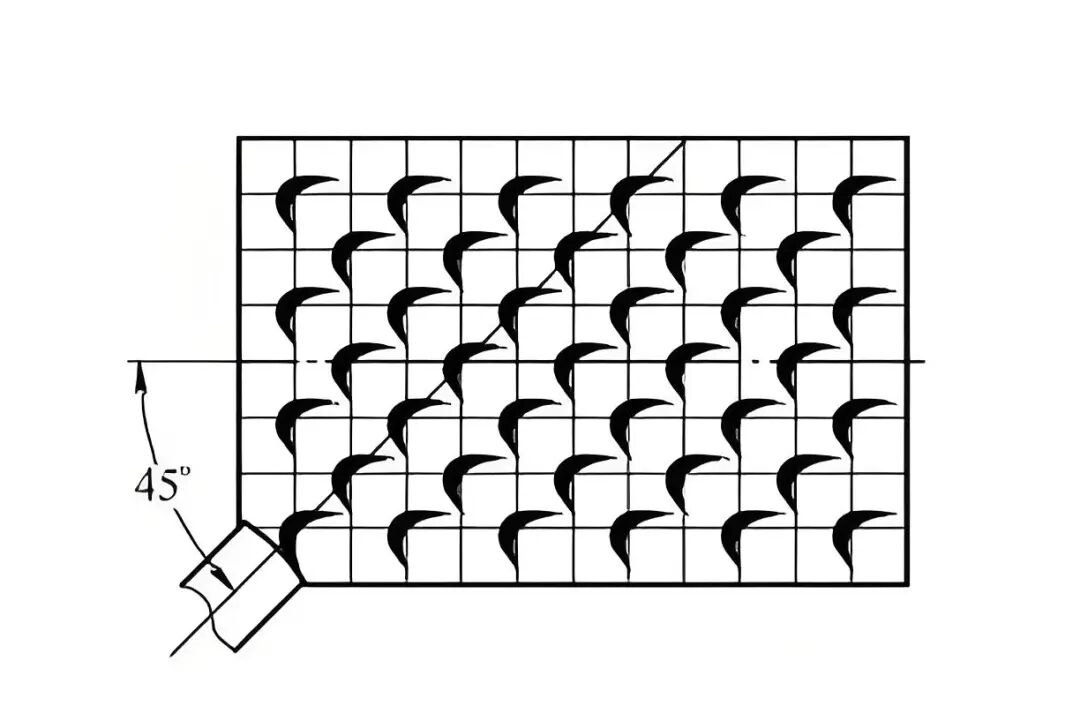
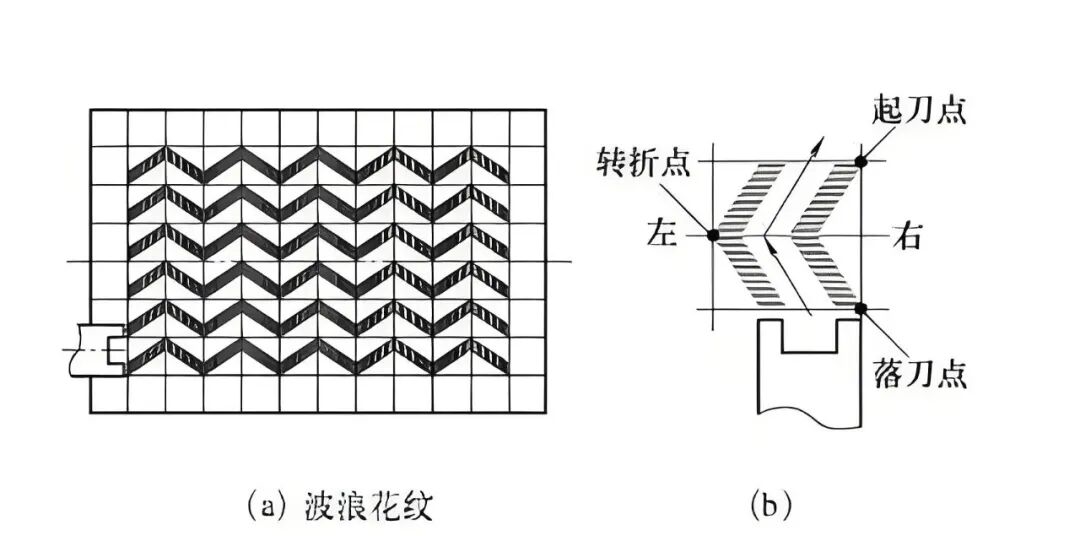
人工刮研是一种传统的精加工技术,它通过手工操作刮刀来改善工件的尺寸、形状、表面粗糙度和密合性等。人工刮研按精度要求和加工阶段,可分为粗刮、细刮、精刮、刮花四类,花纹的类型有很多,如弧形花纹、方块花纹、波浪花纹和扇形花纹等。
常见花纹类型:弧形花纹
波浪花纹
作为起源于工业革命时期的精密校准工艺,其不可替代性在于能够弥补自动化加工的“盲区”。
一方面,自动化设备能实现微米级加工,金属件仍可能因夹持力、热变形产生瑕疵,而人工刮研无需复杂辅助装置且无额外热量,可精准矫正瑕疵。
另一方面,对机床导轨这类核心部件,人工刮研能在表面形成适配润滑的细微纹理,既提升接触点密度,又降低摩擦损耗。这两点,决定了机床长期运行的稳定性,是当前自动化技术暂无法实现的。
02 把人工刮研做成“精度标配”
刮研的接触精度直接影响设备性能,德国,瑞士,美国的精密机床的轨导直线度误差小于0.0025mm,平面度达到20个以上在25mmX25mm范围内,这样的精度唯有人工刮研能实现。
在行业追求效率的当下,埃弗米仍坚持人工刮研的参与,每一台设备的导轨加工,都要经过多轮操作,通过显色剂比对定位误差,在手工切削校准,反复数十次后,直至精度达到高标准要求。
基于人工刮研带来的高精度导轨基础,埃弗米五轴联动加工中心在精密模具、新能源汽车、人形机器人、航空航天、半导体等制造领域表现出色。其重复定位精度稳定,且使用多年后精度衰减率远低于同类设备,为客户提供了持续可靠的加工保障。
 13392709273
13392709273



 联系QQ:541721394
联系QQ:541721394 联系邮箱:sales@afming.com
联系邮箱:sales@afming.com 联系地址:东莞市大岭山镇连平村连环路39号
联系地址:东莞市大岭山镇连平村连环路39号